


TL-PET-703 The Versatile Applications of Black PET Film in Various Normal Temperature Fields
For fresh produce, high-transparency PE film allows shoppers to see the quality and freshness of the fruits and vegetables inside. The film also helps to reduce spoilage by preventing moisture loss and blocking out oxygen, which can cause fruits and vegetables to deteriorate quickly. In addition, PE film can be printed with product information and branding, making it easier for consumers to identify and choose their desired products.
- TOPLEADER
- CHINA
- 15 WORKINGDAYS
- 5000T/M
- Information
- Video
- Download
《The Versatile Applications of High-Transparency PE Film in Various Fields》
Introduction

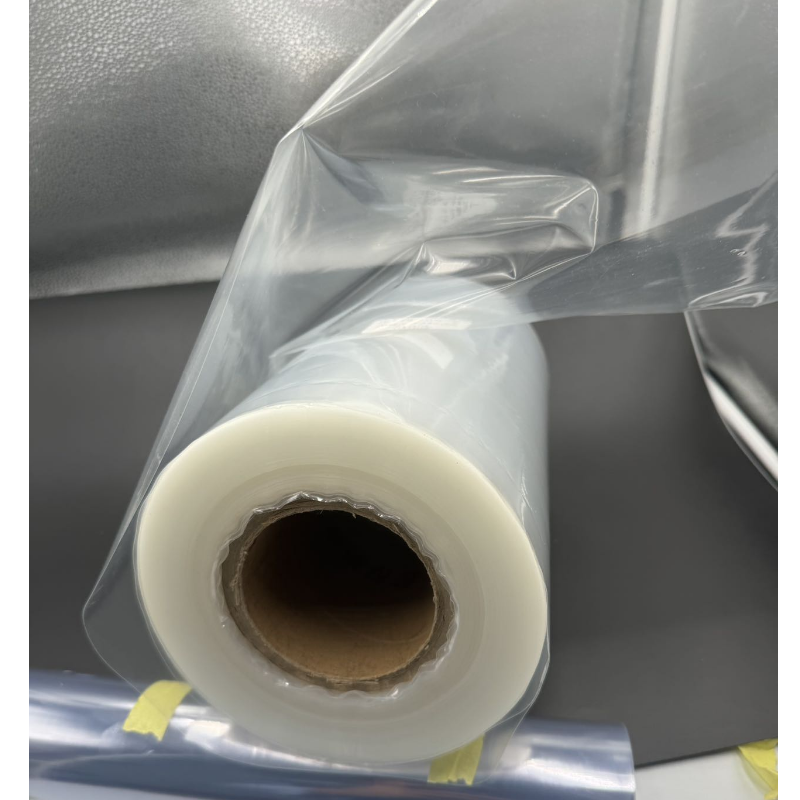
High-transparency polyethylene (PE) film has become an essential material in a wide range of industries due to its unique properties and versatility. From food packaging to medical protection and high-end cosmetics packaging, this thin yet durable film plays a crucial role in safeguarding products and enhancing their appeal. In this extensive article, we will explore the diverse applications of high-transparency PE film in different fields, highlighting its importance and benefits.
Food Packaging
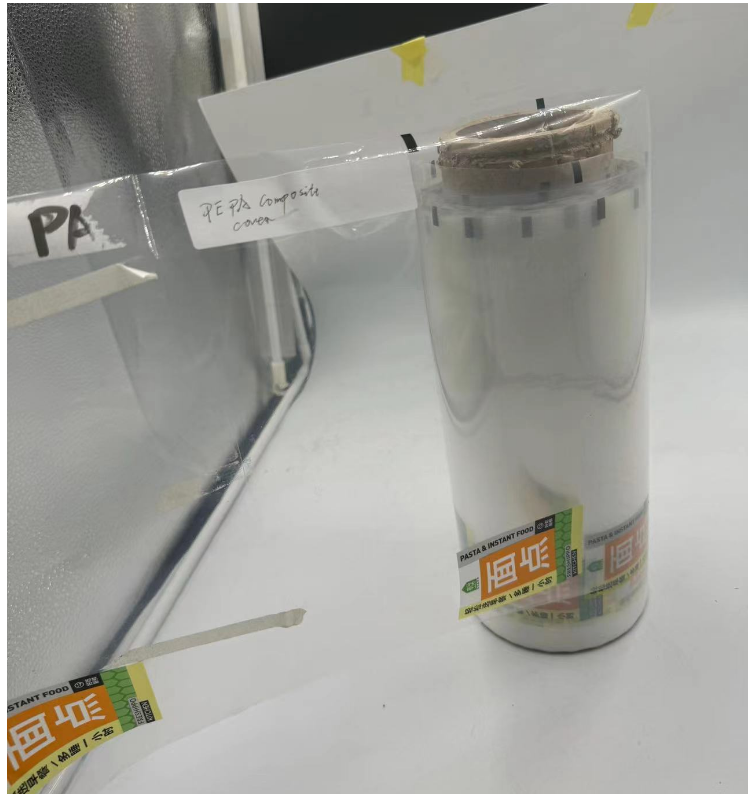
One of the most common uses of high-transparency PE film is in food packaging. The film provides an effective barrier against moisture, oxygen, and contaminants, helping to preserve the freshness and quality of food products. Whether it's packaging fresh fruits and vegetables, baked goods, or processed snacks, PE film ensures that the contents remain safe and appealing to consumers.

For fresh produce, high-transparency PE film allows shoppers to see the quality and freshness of the fruits and vegetables inside. The film also helps to reduce spoilage by preventing moisture loss and blocking out oxygen, which can cause fruits and vegetables to deteriorate quickly. In addition, PE film can be printed with product information and branding, making it easier for consumers to identify and choose their desired products.
Baked goods such as bread, cakes, and pastries are also often packaged in high-transparency PE film. The film protects the delicate items from dust, moisture, and other contaminants while still allowing customers to see the delicious treats inside. The transparency of the film also enhances the visual appeal of the baked goods, making them more enticing to purchase.

Processed snacks like chips, crackers, and nuts also benefit from high-transparency PE film packaging. The film keeps the snacks fresh and crunchy by preventing air and moisture from entering the package. It also provides a tamper-evident seal, ensuring that the products have not been opened or tampered with before purchase.

Refrigerated Food Packaging
In addition to packaging fresh and processed foods, high-transparency PE film is also widely used in refrigerated food packaging. The film's ability to withstand low temperatures makes it an ideal choice for packaging items such as meats, dairy products, and frozen foods.

For meats, high-transparency PE film helps to maintain the freshness and quality of the product by preventing freezer burn and reducing oxygen exposure. The film can be vacuum-sealed to further enhance the preservation of the meat, ensuring that it remains tender and flavorful.

Dairy products such as milk, cheese, and yogurt are also often packaged in high-transparency PE film. The film protects the products from light and oxygen, which can cause spoilage and loss of flavor. It also allows consumers to see the contents of the package, making it easier for them to choose the products they want.

Frozen foods such as vegetables, fruits, and prepared meals are another area where high-transparency PE film is commonly used. The film provides a barrier against moisture and oxygen, helping to prevent freezer burn and maintain the quality of the frozen products. The transparency of the film also allows consumers to see the contents of the package, making it easier for them to identify and select the products they need.

Cigarette Packaging Film
High-transparency PE film is also used in cigarette packaging. The film provides a sleek and attractive appearance while also protecting the cigarettes from moisture and damage.
The transparency of the PE film allows the brand and design of the cigarette pack to be clearly visible, enhancing the product's visual appeal. The film also helps to keep the cigarettes fresh by preventing moisture from entering the pack. In addition, PE film can be printed with warning labels and other important information, ensuring that consumers are informed about the risks associated with smoking.
Book Cover Lamination Film
In the publishing industry, high-transparency PE film is used as a book cover lamination film. The film provides a durable and protective layer over the book cover, enhancing its appearance and longevity.
The transparency of the PE film allows the colors and designs of the book cover to shine through, making the book more visually appealing. The film also protects the cover from scratches, stains, and moisture, ensuring that the book remains in good condition for a long time. In addition, PE film can be laminated with different finishes such as matte or glossy, giving the book cover a unique look and feel.

Medical Protection Packaging
The medical industry also relies on high-transparency PE film for packaging and protecting medical supplies and devices. The film provides a sterile and hygienic barrier, ensuring the safety and integrity of the products.

For medical devices such as syringes, needles, and catheters, high-transparency PE film is used to package and protect them during transportation and storage. The film provides a barrier against contaminants and helps to maintain the sterility of the devices. In addition, PE film can be printed with product information and instructions for use, making it easier for healthcare professionals to use the devices safely.

Medical supplies such as bandages, gauze, and surgical gloves are also often packaged in high-transparency PE film. The film protects the supplies from dust, moisture, and other contaminants, ensuring that they are ready for use when needed. The transparency of the film also allows healthcare professionals to quickly identify the contents of the package, saving time and improving efficiency.

High-Transparency Clothing Protection
In the fashion industry, high-transparency PE film is used for clothing protection. The film provides a protective layer over expensive or delicate clothing items, preventing them from being damaged during transportation or storage.

For high-end clothing items such as designer dresses, suits, and coats, high-transparency PE film is used to cover and protect them. The film allows the clothing to be seen clearly while providing a barrier against dust, moisture, and other contaminants. In addition, PE film can be easily removed without leaving any residue, ensuring that the clothing remains in pristine condition.

During shipping and storage, high-transparency PE film can be used to wrap clothing items in bundles or on hangers. The film provides protection from scratches, wrinkles, and other damage, ensuring that the clothing arrives at its destination in perfect condition.
High-End Cosmetics and Skincare Packaging
The beauty industry also makes extensive use of high-transparency PE film for packaging high-end cosmetics and skincare products. The film provides an elegant and sophisticated look while also protecting the products from damage.

For luxury cosmetics such as perfumes, lipsticks, and eye shadows, high-transparency PE film is used to package and showcase the products. The film allows the beautiful packaging and colors of the cosmetics to be clearly visible, enhancing their appeal to consumers. The film also provides a barrier against moisture, air, and other contaminants, ensuring that the products remain fresh and effective.

Skincare products such as creams, lotions, and serums are also often packaged in high-transparency PE film. The film protects the products from light and oxygen, which can cause the ingredients to degrade. It also allows consumers to see the texture and quality of the products, making it easier for them to choose the right skincare products for their needs.

Conclusion
In conclusion, high-transparency PE film is a versatile and essential material with a wide range of applications in different fields. From food packaging to medical protection and high-end cosmetics packaging, this thin yet durable film plays a crucial role in safeguarding products and enhancing their appeal. With its unique properties and benefits, high-transparency PE film is likely to continue to be a popular choice for packaging and protecting a variety of products in the years to come.